

成功案例
南陽漢冶特鋼有限公司55米冷床本體及上下料機(jī)構(gòu)電氣傳動(dòng)控制系統(tǒng)
南陽漢冶特鋼有限公司55米冷床本體及上下料機(jī)構(gòu)電氣傳動(dòng)控制系統(tǒng)為續(xù)建3500mm精軋機(jī)遺留傳動(dòng)及精整線傳動(dòng)自動(dòng)化系統(tǒng)的配套項(xiàng)目的供配電裝置及傳動(dòng)控制自動(dòng)化系統(tǒng),主要承擔(dān)加熱爐區(qū)上料輥道、下料輥道控制系統(tǒng)、軋機(jī)區(qū)控軋控冷輥道、ACC出口輥道傳動(dòng)系統(tǒng)、承擔(dān)精整線配套55米滾盤式冷床(3#)、2#冷床下料輥道、32米移送臺(tái)架、16米移送臺(tái)架、精整下線輥道傳動(dòng)系統(tǒng)的輥道傳動(dòng)系統(tǒng)及其配套的基礎(chǔ)傳動(dòng)自動(dòng)化的詳細(xì)設(shè)計(jì)及制造、安裝、調(diào)試、配合驗(yàn)收等。
項(xiàng)目系統(tǒng)的自動(dòng)化網(wǎng)絡(luò)配置如下圖:
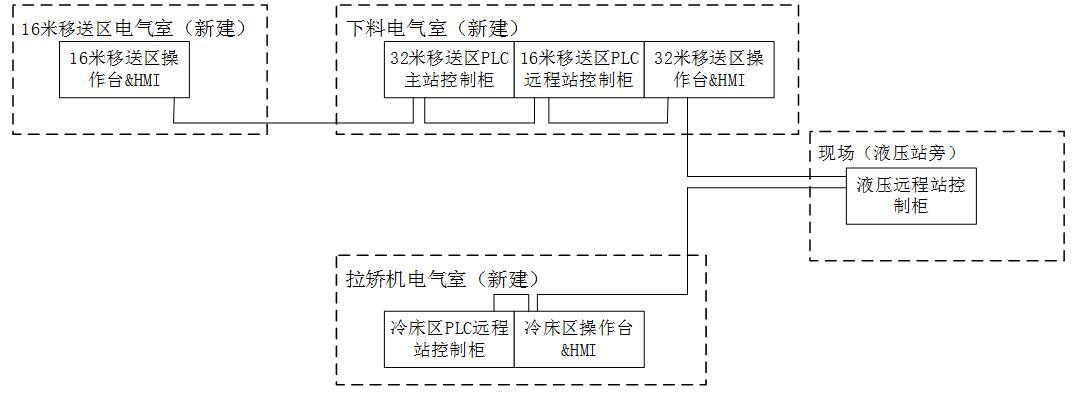
自動(dòng)化系統(tǒng)網(wǎng)絡(luò)圖
自動(dòng)化網(wǎng)絡(luò)架構(gòu)采用西門子S7-300+ET200方式,傳動(dòng)系統(tǒng)采用西門子G130、S120傳動(dòng)裝置,PLC與傳動(dòng)裝置采用西門子PROFIBUS總線通訊方式控制。
項(xiàng)目技術(shù)亮點(diǎn):55米冷床上、下料機(jī)構(gòu)運(yùn)行的同步控制采用無編碼器的矢量控制方式。
冷床上、下料機(jī)構(gòu)相同,以上料機(jī)構(gòu)為例說明。冷床上料機(jī)構(gòu)由2段傳動(dòng)軸構(gòu)成,每段傳動(dòng)軸由2臺(tái)30KW電機(jī)驅(qū)動(dòng),2段傳動(dòng)軸通過電磁離合器分離和結(jié)合。由于機(jī)械設(shè)計(jì)為配置編碼器,要實(shí)現(xiàn)4臺(tái)電機(jī)的同軸的同步控制,只能采用無編碼器矢量控制方式。通過編程調(diào)試,達(dá)到同步,實(shí)現(xiàn)工藝要求。
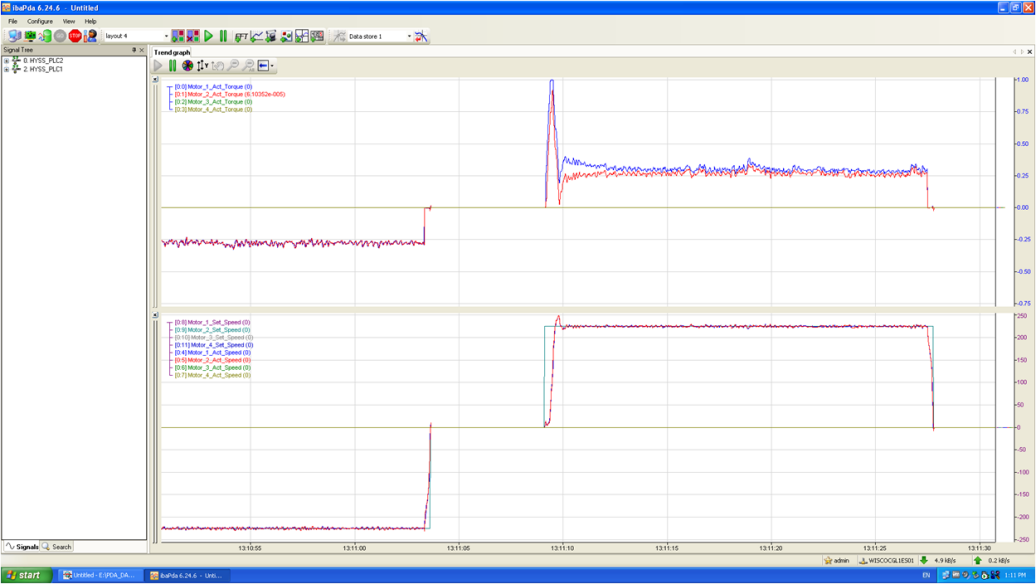
速度、扭矩監(jiān)控圖
拜爾斯道夫日化(武漢)有限公司
膏體管道輸送控制系統(tǒng)改造
膏體管道輸送控制系統(tǒng)改造項(xiàng)目都是對(duì)原有PLC系統(tǒng)進(jìn)行升級(jí)改造,原PLC系統(tǒng)為西門子S7-300系統(tǒng),采用PROFIBUS通訊IO從站。現(xiàn)如今使用西門子S7-1500系列PLC及PROFINET網(wǎng)絡(luò)替換原系統(tǒng)。
原網(wǎng)絡(luò)圖
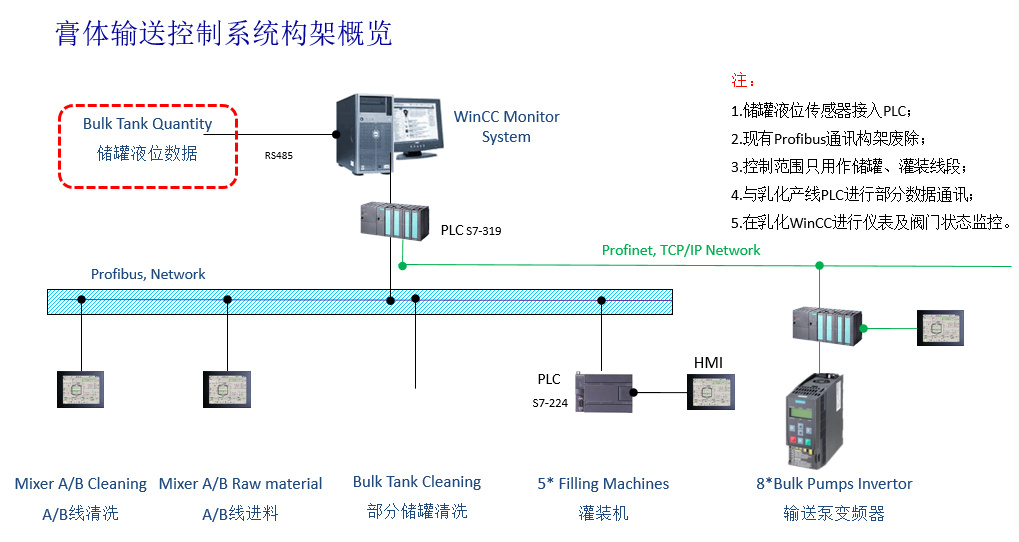
原系統(tǒng)為S7-319CPU,與從站通訊未PROFIBUS通訊。
改造后網(wǎng)絡(luò)如圖
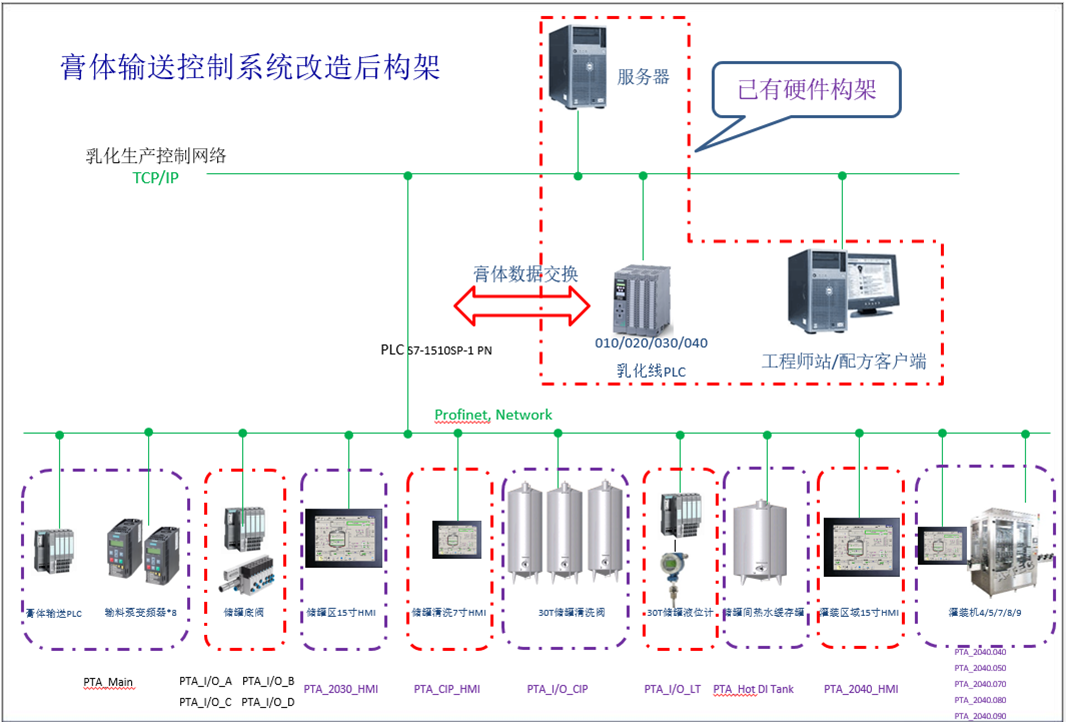
升級(jí)后,PLCCPU使用S7-1510SP,使用ET200SP作為IO從站,采及現(xiàn)場(chǎng)傳感器信號(hào)。就地操作屏使用威綸通觸摸屏,降低系統(tǒng)改造成本。與乳化線PLC采用S7單邊通訊進(jìn)行相關(guān)生產(chǎn)數(shù)據(jù)對(duì)接。
改造后,系統(tǒng)網(wǎng)絡(luò)更穩(wěn)定,部分系統(tǒng)功能自動(dòng)化更高。
上一條:







Copyright ? 武漢海晨工控技術(shù)有限公司
本網(wǎng)站支持IPV4 / IPV6雙向訪問
中企跨境-全域組件
制作前進(jìn)入CSS配置樣式
電話:
手機(jī):
郵箱:
留言:
在線客服添加返回頂部
右側(cè)在線客服樣式 1,2,3 3
圖片alt標(biāo)題設(shè)置: 武漢海晨工控技術(shù)有限公司
表單驗(yàn)證提示文本: 內(nèi)容不能為空!
CSS / JS 文件放置地